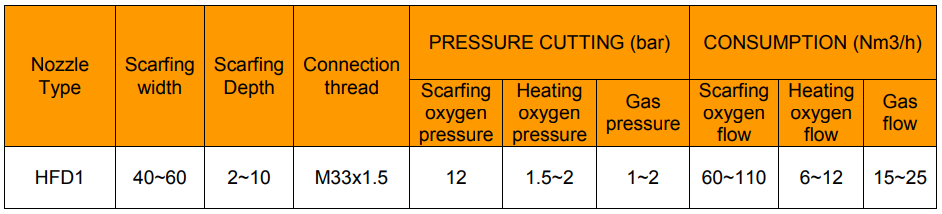
نازل HFD 1
آمادهسازی سطح اسلب با اسکارفینگ دستی:
فرآیند اسکارفینگ بیش از 70 سال است که بهطور گسترده برای حذف عیوب سطحی از فولاد و سایر محصولات نیمهتمام ریختهگریشده مورد استفاده قرار میگیرد. اسلبهای فولادی تولیدشده به روش ریختهگری مداوم اغلب دارای عیوب سطحی مانند آخالها، حفرهها و ترکها هستند. برای دستیابی به فولادهای پیشرفته با استحکام بالا (AHSS) جهت قطعات خودرویی یا سایر محصولات با کیفیت بالا، این عیوب سطحی باید در حین فرآیند ریختهگری حذف شوند یا در مرحله پسفرآوری با استفاده از تکنیک اسکارفینگ از بین بروند.
سوخت گازی (مانند پروپان C₂Hg) و اکسیژن که از مشعل خارج میشوند، با یکدیگر ترکیب شده و شعلهای با دمای بسیار بالا ایجاد میکنند. این شعله اسلب را به اندازهای گرم میکند که واکنش گرمازای آهن با اکسیژن اضافی آغاز شود و اکسید آهن تشکیل گردد (عمدتاً:
3Fe + 2O₂ = Fe₃O₄ + 972.4 kJ/mol).
در طی این واکنش اسکارفینگ، بخشی از گرمای آزادشده موجب افزایش دما و ذوب محصولات اکسید آهن (FeO، Fe₂O₃، Fe₃O₄) میشود. بخش دیگری از گرما از طریق تابش و جابهجایی همراه با گازهای احتراق منتقل میشود و مابقی به داخل اسلب فولادی هدایت میگردد. بیشتر اکسیدهای آهن بلافاصله پس از تشکیل، توسط جریان پرسرعت اکسیژن و گازهای احتراق از سطح دور میشوند، اما مقداری از این مواد بهصورت سرباره مذاب باقی میماند که به شکل لایهای ناپیوسته روی سطح اسلب فولادی دمیده میشود. این لایه سرباره داغ و مذاب، بخشی از گرما را به اسلب منتقل کرده و نقش پیشگرمکننده را برای تداوم فرآیند اسکارفینگ ایفا میکند.
نازل اسکارفینگ:
نازل اسکارفینگ مسی یکپارچه و سوراخکاریشده با طراحی میکس داخلی نازل. این نازل مسیر برادهبرداری پهن و تختی ایجاد میکند. نازل مسی یکپارچه به یک حلقه ضدسایش از جنس استلایت مجهز شده است تا طول عمر نازل افزایش یابد. این نازل برای استفاده در تمامی انواع مشعلهای اسکارفینگ مناسب است.
مانند تمامی نازلهای گوژینگ یا اسکارفینگ، هنگام پیشروی در اسکارفینگ باید دقت شود که سرباره به سمت جلو دمیده شود. از باقی ماندن سرباره مذاب روی سطح نوک نازل جلوگیری کنید، زیرا این امر موجب سوختن زودهنگام نازل میشود.
بسیار مهم است که نازل از دبی اکسیژن کافی برخوردار باشد تا سرباره به جلو و خارج از مسیر برادهبرداری رانده شود. باید از تجهیزات با دبی بالا استفاده شود تا هیچگونه محدودیتی در جریان ایجاد نگردد. اسکارفینگ با فشارهای کمتر و دبیهای بالاتر بهترین عملکرد را دارد؛ در این فرآیند، حجم اکسیژن عامل اصلی در دستیابی صحیح به مسیر اسکارفینگ است، بههمراه تکنیک و مهارت اپراتور.
در صورت بروز سوختن داخلی، ابتدا اکسیژن و سپس سوخت را قطع کنید. در صورت امکان، نازل و سر مشعل را در آب تمیز سرد کرده و سپس علت بروز برگشت شعله مداوم را بررسی نمایید. نازل و مشعل را بازبینی کرده، مجدداً نصب نموده و آزمایش کنید.
ویژگیهای برجسته:
- کیفیت ساخت بینظیر: این نازل از آلیاژ مس با حلقه انتهایی ضدسایش از جنس استلایت ساخته شده و برای تحمل دما و فشارهای بالا طراحی شده است.
- عملکرد فوقالعاده: با اختلاط بهینه گازها در داخل نازل، عملکردی کمنظیر در برش و تمیزکاری فلزات ارائه میدهد.
- پایداری و ایمنی: حلقه انتهایی ساختهشده از فولاد آلیاژی، ایمنی و پایداری بیشتری را در شرایط حرارتی و فشاری فراهم میکند.
- طول عمر بالا: استفاده از مواد باکیفیت و فناوری پیشرفته ساخت، موجب افزایش طول عمر نازل شده است.