محصولات شرکت Peddinghaus
دستگاه سی ان سی دریل سه محوره ( سه اسپیندل) PEDDI XDM-630
پس از ماهها تحقیق و پژوهش ، مهندسان ما ایده دریل های مولتی اسپیندل و ماشین اره را ارائه کردند این دستگاه به ویژه در کارگاه های تولیدی که هر روزه قطعات با اندازه 600 میلی متر تولید می کنند مورد استفاده قرار می گیرد. تکنولوژی های سوراخکاری با مته کاربید، اره فارسی بر، مارکینگ 4 محوره، قلاویز کردن، خزینه کاری، فرزکاری (شیار و لبه ) همگی در این دستگاه که فضای کمی هم اشغال می کند جمع شده اند.
| Full Specifications | |
| ۳ | Number of Spindles |
| ۶۳۰ mm | Maximum Profile Width |
| ۳۵۰ mm | Maximum Profile Height |
| ۵۰ mm | Minimum Profile Width |
| ۲۰ mm | Minimum Profile Height |
| YES | Tool Changer |
| ۵ | Number of Available Tool Stations per Axis |
| ۱۸.۵kW / 0-3000 RPM | Spindle Horse Power / Speed |
| ۴۰ mm | Maximum Hole Size (HSS Twist) |
| ۴۰ mm | Maxiumum Hole Size (Carbide) |
| ۶۳۰ mm W x 350 mm H | Cutting Range at 90 Degree |
| ۵۵۰ mm W x 350 mm H | Cutting Range at +60 Degree |
| ۵۵۰ mm W x 350 mm H | Cutting Range at -60 Degree |
| ۴۱۰ mm W x 350 mm H | Cutting Range at +45 Degree |
| ۴۳۵ mm W x 350 mm H | Cutting Range at -45 Degree |
| ۲۰۷ mm W x 350 mm H | Cutting Range at +30 Degree |
| ۲۸۹ mm W x 350 mm H | Cutting Range at -30 Degree |
| ۴۱mm x 1,3mm x 6100mm | Saw Blade Size |
| ۵ kW | Band Saw Drive Motor |
| ۴۳۴ kg / m | Max Weight Section Size |
| ۸,۰۰۰ kg | Maximum Profile Weight – Total |
| ۱۳,۱۰۰ kg | Machine Weight |
راه حلی مناسب برای کارگاه من
پس از ماهها تحقیق و پژوهش ، مهندسان ما ایده دریل های مولتی اسپیندل و ماشین اره را ارائه کردند این دستگاه به ویژه در کارگاه های تولیدی که هر روزه قطعات با اندازه ۶۰۰ میلی متر تولید می کنند مورد استفاده قرار می گیرد. تکنولوژی های سوراخکاری با مته کاربید، اره فارسی بر، مارکینگ ۴ محوره، قلاویز کردن، خزینه کاری، فرزکاری )شیار و لبه ) همگی در این دستگاه که فضای کمی هم اشغال می کند جمع شده اند.
بهره وری
این دستگاه برای تولید کنندگان کارگاه های کوچک تا متوسط که بر روی پروفیل های با عرض حداکثر ۶۳۰ میلی متر کار می کنند مناسب می باشد. همچنین می تواند به عنوان دستگاه اصلی در کارگاه های کوچک و متوسط و یا حتی به عنوان دستگاه مکمل در کارگاه های بزرگ مورد استفاده قرار گیرد. با استفاده از این دستگاه پس از اتمام پروسه سوراخکاری نیازی به توقف تولید نمی باشد. ترکیب مناسب سیستم دریل و اره با قابلیت اره فارسی بر دو طرفه کار تولیدی را ادامه و تمام مقاطع و قطعات را بدون توقف برنامه یا نیاز به مداخله اپراتور با دقت برش می دهد.
ظرفیت/ تطبیق پذیری
این دستگاه با دارا بودن سیستم دریل/اره می تواند اعمال زیر را به صورت اتوماتیک انجام دهد:
-سوراخکاری بر روی مقاطع مختلف با انتخاب تا ۵ ابزار در هر محور دریل
-قلاویز کردن
-خزینه کردن
-سوراخکاری با ابزارکارباید
-مارکینگ ۴ محوره با ابزارکاربید برای مارکینگ شکل برش و شناسنامه قطعه.
-اره فارسی بر یا راسته بر
-فرز کاری شیارها و لبه ها
ترکیب دریل و اره
صرفنظر از نوع کار، سوراخکاری و اره کردن باید به صورت هماهنگ با هم انجام شوند. این دستگاه با ترکیب دریل پر سرعت و اره نواری فارسی بر ، برای تولید کنندگان کوچک و معولی دستگاهی کم حجم و جمع و جور است که کلیه عملیات از سوراخکاری تا برش را بدون دخالت اپراتور و بصورت مداوم و بدون توقف انجام می دهد.
طراحی ماژولار
طراحی خاص بخش اندازه گیری قطعات با رولر فید امکان کار این بخش را بر روی قطعات مختلف فراهم می کند. در این گروه ازمحصولات پدینگ هاس اندازه گیری توسط دستگاه صورت می گیرد و بخش های مجزای حامل یا مکانیسم های گیره حذف می شوند و همین امر باعث انعطاف پذیری بیشتر آن می شود. نقاله های پدینگ هاوس به سرعت قابل افزایش، جدا شدن و یا انتقال به طرفین دستگاه بدون تاثیر بر عملکرد یا دقت دستگاه می باشند. همچنین با حذف مکانیسم های غیرضروری طول عمر دستگاه بالا می رود مثلا بخش جابجایی قطعات را می توان به راحتی در محیط خارج از کارگاه و در هر شرایط آب و هوایی نگهداری کرد. بعلاوه طراحی ماژولار رولر اندازه گیری به تولید کنندگان این توانایی را می دهد که تولیدات و برنامه های تجاری خود را گسترش دهند.
چگونه تجهیزات کارگاه خود را جانمایی کنم؟
چیدمان کارگاه و و جابجایی قطعات جهت صرفه جویی در هزینه ها از مهمترین مولفه ها می باشد. جابجایی قطعات با جرثقیل باعث ازبین رفتن سود می شود. این هزینه غیر ضروری نه تنها سبب کاهش بهره وری پروسه های دیگر تولید می شود بلکه باعث ایجاد مخاطرات کاری غیر ضروری نیز می گردد. به کمک طرح پدینگ هاوس، مهندسان، پرسنل تولیدی بدون سردرگمی بخاطر برنامه ریزی و چیدمان بد، به راحتی از مزایای بهره وری فضا، بهره مند می گردند.
انبار کردن قطعات در خارج از محیط کارگاه
قطعات فلزی شما برای نگهداری نیازی به الکتریسیته، گرما یا انبار مسقف ندارند. پس بنابراین چرا باید قطعات را در فضای داخلی و با ارزش کارگاه و با افزایش هزینه ها انبار کرد؟ طراحی رولر فید های این شرکت این امکان را به شما می دهد تا قطعات خود را در فضای خارجی نگهداری کنید. بعلاوه این روش منحصر بفرد نیاز شما به استفاده از جرثقیل های غیرضروری که مانعی برای عملکرد بهتر در داخل کارگاه هستند را مرتفع می کند.
به راحتی قطعات را از وسیله حمل خالی کرده و بدون اینکه خللی در قسمت های دیگر تولید ایجاد شود آن را بر روی نقاله قرار دهید.
فضای کوچک تولیدی، مخارج کمتر
تولید با تناژ بالا در فضای کوچک شعار شرکت پدینگ هاوس می باشد. فضاهای کوچکتر مساوی است با هزینه های عملیاتی کمتر، چه این هزینه ها، هزینه های گرمایشی، برق یا مالیات های دارایی باشد یا هزینه های اولیه سرمایه گذاری. مشتریان این شرکت برای کاهش هزینه ها و خطرات احتمالی ناشی از نگهداری چند دستگاه در یک مکان، معمولا از سازه های سایبان مانند خارج از محوطه اصلی کارگاه به عنوان انبار استفاده می کنند.
پیشرفت مرحله به مرحله
دستگاه های دریل باید سنگ بنای موفقیت های آینده باشند. پدینگ هاوس مشتریان را به پیشرفت مرحله ای همگام با تولیداتشان تشویق می کند و در اکثر موارد طراحی های فضا و چیدمان بر اساس ایده طرح های توسعه آینده برنامه ریزی شده اند.
مراحل زیر را تصور کنید:
مرحله ۱: نصب دریل
مرحله ۲: برای انعطاف بیشتر از اره پشت سر دریل استفاده شود.
مرحله ۳: برای افزایش توان عملیاتی از اره و دریل بصورت مجزا استفاده شود.
مرحله ۴: برای تولید بیشتر دستگاه چند منظوره برش پروفیل نیز اضافه گردد.
ارتباط تمام این مراحل ذکر شده با دستگاه رولر فید شرکت پدینگ هاوس امکان پذیر است.
پشتیبانی جهانی
الویت اول در شرکت پدینگ هاوس، سرویس دهی مناسب است. این شرکت تیمی از نمایندگان پشتیبانی از مشتریان را داراست که همیشه و در ۲۴ ساعت شبانه روز در مرکز پشتیبانی شرکت در دسترس می باشند. فقط با یک تماس و کلیک و از طریق نرم افزار پیشرفته تشخیص از راه دور که به سهولت در دسترس می باشد، می توانید به راحتی از پشتیبانی شرکت و گارانتی اصلی استفاده نمایید.
مرکز فنی ۲۴ ساعته
شرکت پدینگ هاوس این افتخار را دارد که جهت ارائه خدمات به شرکای تجاری خود به صورت ۲۴ ساعته آماده خدمات رسانی می باشد. زمانی که مشتریان ما نیازمند کارشناسی باشند این اطمینان را دارند که یک کارشناس به صورت بی وقفه در دسترس می باشد. بسیاری از کارمندان بخش خدمات داخلی دارای سالها تجربه در زمینه نصب، بازرسی کارخانه و دانش بالا در زمینه ماشین آلات می باشند. کارمندان این شرکت نه تنها در صورت نیاز به آنها در دسترس شما می باشند بلکه آماده پاسخگویی به تمام سوالات پیش آمده نیز می باشند.
کارمندان توانای بخش خدمات میدانی
اگرچه ۹۰% مسائل پشتیبانی در بخش ۲۴ ساعته پشتیبانی فنی قابل حل می باشد، بیش از ۵۰ شبکه گسترده از کارکنان خدمات میدانی این شرکت از شمال تا جنوب آمریکا، اروپا، آفریقا، آسیا، روسیه و استرالیا مستقر می باشند.
امکان عیب یابی از راه دور
برای رفع سوالات شما در زمینه دستگاه نیازی به حضور تکنسین های خدمات داخلی شرکت پدینگ هاوس در محل نمی باشد. تنها اتصال به اینترنت کافی است تا تکنسین این شرکت کنترل دستگاه را بدست گیرد به گونه ای که گویا در کنار شما و دستگاه ایستاده است.( تنها اتصال به کامپیوتر کافی است تا تکنسین این شرکت از راه دور کنترل دستگاه شما را بدست گیرد). کنترل قدرتمند زیمنس مبتنی بر ویندوز بکار رفته در تجهیزات پدینگ هاوس این قابلیت را دارد و می تواند به صورت دقیق و از طریق ویندوز دستگاه شما را عیب یابی نماید.
عیب یابی از طریق وب کم
تمام مشکلات از راه دور قابل تشخیص نمی باشند. ممکن است مسائل یا سوالاتی پیش بیاید که نیازمند بازدید انسانی باشند. دستگاه های پدینگ هاوس به همراه دوربین های وب کم و نرم افزار بسیار پیشرفته ارسال می شوند که این دوربین ها به کارشناسان این شرکت امکان را می دهند که تمام مراحل نصب دستگاه را بدون نیاز به حضور در محل مورد بررسی قرار دهند.
کاربردهای صنعتی
-قطعات سازه های فولادی( تیرهای کف، ستون ها و …)
-اجزای توربین های بادی
-اجزای تیرآهن
-قطعات سازه ای تابلوهای خیابانی
-اجزای بست و خرپا
-اجزای شاه تیر
-تجهیزات معدنی
-اجزای تجهیزات جابجایی




اسپیندل قدرتمند
اسپیندل این دستگاه قابلیت های برجسته ای دارد که با نمونه های مشابه موجود در بازار امروز قابل مقایسه نمی باشد. اسپیندل این دستگاه با توجه به ترکیب سیستم الکترونیکی پیشرفته زیمنس، سوراخکاری پر سرعت با ابزار کاربید و بازخورد قوی، بسیار تطبیق پذیرتر و موثرتر از نمونه های قبلی می باشد.
موتور پر قدرت اسپیندل
در این دستگاه از موتور اسپیندل زیمنس 18/5 کیلو واتی با قدرت گشتاور بالا برای تحمل سخت ترین موارد سوراخکاری استفاده شده است. این موتور اسپیندل خاص، با استفاده از مجموعه ای از حسگر ها، امکان تطبیق نقاط سخت و نرم قطعات، قلاویز، خزینه کردن را می دهد.
ابزار کاربید
چه چیزی ابزار کاربید را به ابزار برش پر قدرت و پیشرفته تبدیل کرده است؟ سرعت بالای سوراخکاری تا RPM 3000 و سرعت فید نزدیک به mmpm 864 ابزار کاربید را به ابزار برشی پر قدرت و پیشرفته تبدیل کرده است. ابزارهای کاربید برخلاف ابزارهای پر سرعت قدیمی به راحتی امکان برشی ایده آل را فراهم می کنند. اگرچه ابزار کاربید با توجه به طراحی آن عمر بالایی دارد، اما خود ماده ای شکننده است بطوری که اگر بر روی زمین بیفتد به راحتی نوک آن می شکند.
چگونه شرکت پدینگ هاوس عمر مفید ابزار را با استفاده از متریال کاربید افزایش می دهد؟
-استقرار قطعه کار با ثبوت بالا
-گیربکس با قابلیت هرزگرد
-تنظیم دقیق فید دستگاه
بسیاری از طرح های قدیمی از مکانیزم های گیره معمولی استفاده می کردند، اما با طراحی قوی شرکت پدینگ هاوس نه تنها برای سوراخکاری سریعتر می توان از ابزار کاربید استفاده کرد بلکه می توان برای مدت طولانی تری بدون نیاز به جایگزین کردن قطعات مصرفی سوراخکاری کرد. مشتریان پدینگ هاوس،حتی در مقدار فید تا 3 برابر ظرفیت دریل های HSS، عمر متوسط ابزار بین 1000 تا 1500 سوراخ را تجربه می کنند و این یعنی افزایش بازگشت سرمایه.
سوراخکاری با اسپیندل هوشمند
با استفاده از اسپیندل هوشمند شرکت پدینگ هاوس با سریع ترین حالت ممکن بر روی پروفیل سوراخکاری انجام دهید. در واقعیت شکل هیچ مقطع و متریالی دقیق مطابق مدل از پیش فرض شده نمی باشد. مقاطع بال می توانند به سمت داخل یا خارج کشیده شود و یا در ضخامت های مختلف دچار تابیدگی شده باشد که این ماهیت فولاد مورد استفاده در انواع سازه های فلزی می باشد. قبل از سوراخکاری، داده ها برای تشخیص تمام ابعاد موجود جمع آوری و غربال می شوند و نهایتا بر اساس آن اسپیندل به صورت هوشمند در محل محاسبه شده مناسب جهت سوراخکاری قرار می گیرد.
ترتیب و توالی سوراخکاری اسپیندل هوشمند
-جابجایی سریع اسپیندل
-مکان یابی مناسب سر مته تا متریال در صورتیکه اندازه مته قبلاً تعریف نشده باشد.
-در مرحله بعد دستگاه شروع به کار کرده و مته قبل از انجام سوراخکای به گردش در می آید و به مقدار گشتاور آن اندازه گیری می شود.
-ماشین وارد مرحله تغذیه دریل با سرعت مورد نظر می شود و شروع به سوراخکاری تا90 % ضخامت متریال( با توجه به ضخامت پیش فرض ) می کند. و بعد از آن دوباره مقدار نیروی گشتاور مورد بررسی قرار می گیرد.
-قبل از تمام شدن سوراخ و رد شدن مته از آن ماشین افت نیروی گشتاور را تشخیص داده همانند مرحله 2(مقدار گشتاور روی مته زمان گردش در هوا قبل از تماس با متریال)
-در اثر تشخیص زمان نهایی افت گشتاور،ابزار به سرعت عقب رفته و به سراغ سوراخ بعدی در الگو( نقشه برش) می رود.
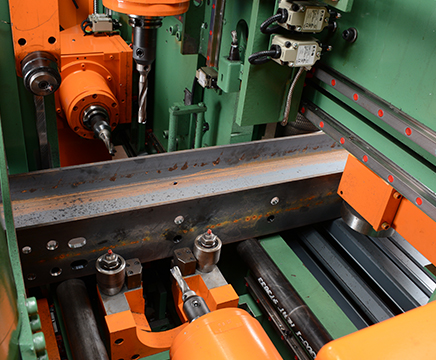
استفاده از سیستم گیره منحصر به فرد
این سیستم برای افزایش عمر ابزار کاربید و بازگشت سرمایه بسیارمهم است. سوراخکاری با ابزار کاربید بر روی یک قطعه سخت نیازمند گیره مناسب، رولر قوی، سطح تماس فوق العاده و روش های مبتکرانه می باشد.
سیستم گیره پیشرفته مورد استفاده در صنعت این دستگاه دارای ویژگی های زیر است:
-2 عدد گیره افقی به شکل رولر( یکی در سمت ورودی و دیگری در سمت خروجی)
-رولرهای متحرک با سطح پوشش کامل برای حداکثر تماس با متریال
-4 رولر افقی قابل تنظیم کاملا مماس به عرض قطعه (سه عدد زیر و یکی رو)
-سه گیره نگهدارنده عمودی( دو عدد در سمت ورودی و یکی در سمت خروجی)
-4 رولر کوچک نگهدارنده داخلی برای ثابت نگه داشتن قطعه در نزدیکی محل سوراخکاری
-نشیمن زیرین جان تیر
روغن روان کاری کم مصرف(MQL)
استفاده از روغن هزینه های تعمیر و نگهداری و هزینه های کلی مربوط به ترکیبات آب و خنک کننده های مایع را حذف می کند. دستگاه XDM-630 شرکت پدینگ هاوس از روغن های گیاهی مخصوص کم مصرف (MQL) بهره می گیرد که به طور مستقیم بر روی سطح برش بکار می رود. روش خنک کننده بخار شونده در مقایسه با روش قدیمی مزایای بیشتری دارد:
-عدم نیاز به تمیز کردن قطعات قبل از رنگ کاری، جوش کاری و موارد دیگر.
-حذف خطرات مربوط به سلامتی در محیط های کاری که با مواد لغزنده و شیمیایی سر و کار دارند.
-روغن روان کننده دریل به بخار تبدیل می شود. این روغن گیاهی محلول می تواند جایگزین مطمئنی برای ترکیبات شیمیایی بر پایه آب باشد.
چرا سوراخکاری و نه پانچ؟
پانچ به طور سنتی به عنوان روشی موثر و ارزان جهت سوراخکاری شناخته شده است. با استفاده از این روش می توانید سوراخ هایی با اشکال شیار، مربع و دایره را در چند ثانیه و با کمترین میزان آلودگی و تعمیرات و نگهداری ایجاد نمایید.
اگر چه پانچ روشی سریع و مقرون به صرفه می باشد، اما باعث شکستگی های ناشی از فشار در قطعات نیز می شود که در برخی صنایع غیر قابل قبول می باشد مانند صنعت پل سازی، برخی مشاغل صنعتی خاص، مهندسین و سیستم های کنترل کیفی به سادگی امکان استفاده از سوراخ های ایجاد شده به روش پانچ یا گرم( پلاسما یا هواگاز) را نمی دهند.
جدا از محدودیت های استانداردی، ظرفیت کارپانچ به نسبت1:1 ضخامت به قطر سوراخ و بالاتر محدود می شود. این دو مورد بعلاوه سختی مقاطع بازیافتی امروزی سبب چالش هایی در تکنولوژی پانچ سنتی می شود.
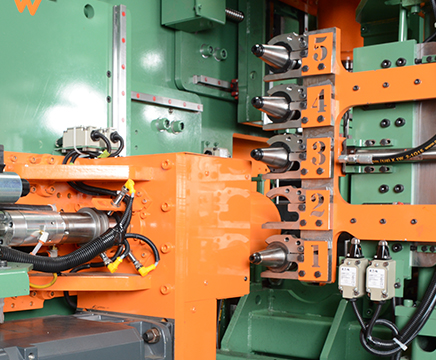
Tool Changer
برای ماشین چندکاره ای مثل Peddi XDM-630، و برای کسب بیشترین بهره وری، باید از روشی مطمئن برای تغییر ابزار استفاده کرد. جایگاه های تعویض ابزار اتوماتیک در هر یک از محورهای سوراخکاری قرار گرفته اند.
جایگاه های تعویض ابزار (changing stations) دارای یک طراحی خاص گیره ابزار ماشین کاری شده می باشد که تمام ابزارها بدون در نظر گرفتن وزن و طول به صورت کاملا ایمن در جایگاه های مربوط به خودشان قرار می گیرند.
در مقایسه با طرح های اولیه Tool Changer که دارای مکانیزم فنری tension wire springs بودند، این دستگاه دارای طراحی بسیار عالی می باشد.
عملکرد های متنوع
امروزه قلاویز کردن و خزینه کاری نه تنها در دنیای سازه فلزی بلکه در بخش تولید نیز بسیار رایج شده است. قلاویز کردن در جایی که پیچ قبلا جوشکاری شده باعث تسریع فرایند شده همچنین خرینه کاری امکان نهفته شدن سرپیچ( کله گی پیچ) را در نصب نهایی فراهم می کند.
این عملیات در دستگاه Peddi XDM-630 با استفاده از بازخورد موقعیتی دقیق اسپیندل و موتورهای دقیق سروو زیمنس به دست می آید. این دستگاه از طریق کنترل کامل حرکتی می تواند به گونه ای بهتر و پیشرفته تر از دستگاه های سوراخکاری قدیمی تر عمل کند.
مارکینگ
مارکینگ اتوماتیک، دقت، سرعت و راندمان کاری را در ماشین آلات سی ان سی به طرز چشمگیری بالا برده است. روش های کنونی مارکینگ شامل اندازه گیری دستی، الگوبرداری از برگه های پرینت شده و کشیدن شکل برش روی قطعه با گچ یا وسایل دیگر مارکینگ دستی می باشد. این دستگاه باعث ایجاد سهولت در انجام مارکینگ با چندین روش مختلف می شود.
مارکینگ 4 محوره با ابزار کاربید
این دستگاه داری مارکینگ 4 محوره با ابزار کاربید می باشد. ابزارهای مارکینگ اختیاری در هر کدام از محورهای سوراخکاری ذخیره شده اند و بر اساس دستور برنامه انتخاب می شوند. این ترکیب با قابلیت مارکینگ زیر مقاطع امکان مارکینگ هر دو طرف بالا و پایین بال و جان پروفیل را می دهد. عمق های مختلفی را می توانید جهت مارکینگ انتخاب کنید که حتی پس از رنگ کاری نیز قابلیت رویت باشد.( عمق مارکینگ قابل تنظیم بین 1.5 تا 3.2 میلی متر می باشد)
مارکینگ با ابزار کاربید برای موارد زیر ایده آل است:
-مارکینگ تعداد قطعات- قابل مشاهده پس از رنگ کاری، گالوانیزه کردن یا فرایند های مشابه دیگر
-تعیین مکان جوش
-مارکینگ بسیار دقیق و ظریف برای انجام برش دستی متعاقب
سمبه زنی توسط اسپیندل( POP-MARKING)
اگر برای انجام عملیات، اطلاعات مارکینگ مورد نیاز نباشد، می توان به راحتی از سمبه زنی استفاده کرد. این راه حل پرسرعت و مقرون به صرفه مارکینگ، ابزار دریل اسپیندل را چرخانده و به آرامی قطعات را لمس می کند. این عمل باعث ایجانه نشانه های کوچکی بر روی سطح مورد نظر جهت مارکینگ می شود که کاملا قابل مشاهده می باشند.
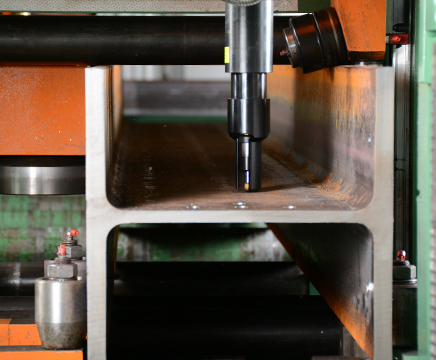
فرز کاری
این دستگاه با استفاده از اسپیندل محکم و سخت ، قابلیت مکان یابی دقیق سی ان سی و توانایی نگهداری ایمن می تواند به صورت موثر شیارهای دقیقی را چه برای پیچ با رزوه مشخص و چه برای سوراخ های با اندازه بزرگ فرزکاری کند. همچنین این دستگاه می تواند با استفاده از ویژگی فرزکاری خود برش های ظریف گوشه ایجاد کند. بنابراین بعد از اینکه قطعه از دستگاه خارج می شود دیگر نیاز به انجام فرایند دیگری بر روی آن نمی باشد. تمام این ویژگی ها Peddi XDM-630 را به دستگاهی کاملاً چندکاره تبدیل کرده است.
اندازه گیری با رولر
اندازه گیری با رولر شرکت پدینگ هاوس سبب انعطاف بیشتر دررابطه با جابجایی مقاطع و ظرفیت تولید کلی می شود. در واقع این روش منحصر به فرد اندازه گیری، با استفاده از مکانیزم حرکتی قدرتمند رولر، مقاطع را به سمت دستگاه هدایت می کند. با بهره گیری از تعدادی اینکودر دقیق امکان اندازه گیری دقیق مقدار جابجایی قطعه و در نتیجه تولید دقیق و سریع قطعات را به دستگاه می دهد.
مزایای سیستم رولر فید شرکت پدینگ هاوس
-کاهش فضای مورد نیاز- انبار کردن قطعات خارج از محیط کارگاه و امکان انتقال آسان آنها از طریق دیوارهای خارجی کارگاه و از میان درب ورودی کوچک به داخل کارگاه
-بدون محدودیت طول- مقدار طول بستگی به وزن قطعه دارد
-هدایت مقاطع در اشکال و اندازه های مختلف یکی پس از دیگری بدون توقف تولید- بدون مکث و انتظار جهت بازگشت یا تخلیه حامل گیره و بدون نیاز به تعویض قطعات گیره
ویژگی های الکتریکی
این دستگاه از جعبه الکترونیکی تا موتورهای محرک و از بالا تا پایین به الکترونیک های زیمنس مجهز می باشد. شرکت زیمنس بدون توجه به موقعیت مکانی مصرف کننده نهایی کیفیت برتر در صنعت و دسترسی آسان و گارانتی لوازم یدکی را در تمام تقاط جهان ارائه می کند.
کنترلر پیشرفته زیمنس مدل 840D
این دستگاه مجهز به پنل کنترلر سی ان سی شرکت زیمنس است.
ویژگی ها
-در هر دو حالت مته و اره عمل می کند.
-اینترفیس ( رابط) ساده و با دوام
-عیب یابی فوری با استفاده از تکنولوژی وب کم و از راه دور
-گارانتی 10 ساله قطعات یدکی زیمنس
دسترسی جهانی به قطعات یدکی، خدمات و گارانتی صنعتی، زیمنس را به مهمترین تامین کننده الکترونیک در بازار امروز ماشین آلات تبدیل کرده است.
موتورهای اسپیندل زیمنس
موتور زیمنس 18/5 کیلوواتی این دستگاه بازخورد دقیق و قدرت خالص مورد نیاز دنیای پیشرفته تولید ورق را فراهم می کند. موتورهای قدیمی مثل استپر(stepper) یا فرکانسی (frequency) بازخوردی خوبی برای حفظ بهینه ابزار کاربید نداشتند. داده ها شامل زمان واقعی بر حسب دور در دقیقه، سرعت گشتاور مته، و محل چرخش ابزار می شوند.
استفاده از اره
با استفاده از این دستگاه پس از اتمام پروسه سوراخکاری نیازی به توقف تولید نمی باشد. ترکیب مناسب سیستم دریل و اره با قابلیت اره فارسی بر دو طرفه کار تولیدی را ادامه و تمام مقاطع و قطعات را بدون توقف برنامه یا نیاز به مداخله اپراتور با دقت برش می دهد.
برش فارسی بر و راسته
این دستگاه می تواند طیف وسیعی از برش های فارسی بر را انجام دهد، همچنین 45 درجه به سمت چپ یا راست و 30 درجه به سمت چپ یا راست یا 90 درجه راسته بری را برش می دهد و می تواند بر روی قطعات حداکثر به اندازه 350×630 میلی متر کار تولیدی انجام دهد.
سیستم کاربید
سیستم متحرک این دستگاه برای ادامه روند تولید، اره را به سمت پروفیل هدایت می کند. قطعات سوراخکاری شده بدون نیاز به اندازه گیری دستی و بدون کوچکترین اشتباهی در اندازه گیری به سمت دریل حرکت می کنند. مکان یابی دقیق سیستم کنترل متحرک، اره را برای برش فارسی بر با زاویه +/_60 به سمت دریل یا برعکس انتقال می دهد. این دستگاه با استفاده از تکنولوژی ابتکاری این شرکت حتی زمانی که بر روی قطعات کوچک باقی مانده به اندازه 330 میلی متر کار می کند قابلیت های اندازه گیری اتوماتیک خود را از دست نمی دهد.
نقاله انتقال قطعات باقی مانده (قطعات برش نخورده از متریال خام اولیه)
با استفاده از این نقاله نیاز به انتقال دستی قطعات نمی باشد. این نقاله با مکانیزم حرکتی روان در کل فرایند تولید، تمام قطعات و مقاطع بریده شده را منتقل می کند. سیستم خاص جابجایی قطعات دارای شبکه تسمه های نشیمن برش فناشونده(Sacrificial Slats) می باشد که به دستگاه اره این امکان را می دهد که برش خود را در یک متریال پلیمری کامپوزیتی به اتمام برساند. بعد از اتمام فرایند برش، نقاله قابل تنظیم به اندازه 18 میلی متر پایین آمده و قطعات تکمیل شده را به انتهای نقاله منتقل می کند. این فرایند بی وقفه امکان تولید مستمر بدون دخالت اپراتور یا فرایندهای اضافه برش را میسر می سازد.
تکنولوژی اره پرسرعت
با استفاده از این ویژگی ها مدت زمان برش را کاهش و بهره وری را افزایش دهید.
-تیغه پیشرفته پر سرعت
-تشخیص اتوماتیک قطعات
-تغییر اتوماتیک سرعت برش
-تنظیم و حفظ مقدار فید در طول زمان برش
-تشخیص اتمام برش و توقف اتوماتیک
تیغ های اره PEDDICAT
تیغ های اره نواری PeddiCat مدل M42 Bi-Metal، به طور خاص برای اره کاری موثر مقاطع سازه های فولادی بر روی دستگاه های اره نواری شرکت پدینگ هاوس طراحی وساخته شده اند. تیغه های اره به شکل دندانه دار و از جنس کبالت و مولیبدنم ساخته شده اند. به طور خاص مجموعه ای از دندانه ها برای اره پروفیل های سازه ای و افزایش سرعت برش و طول عمر ابزار بکار رفته اند.
نرم افزارRaptor
امروزه نرم افزار Raptor پدینگ هاوس یکی از مهمترین نرم افزارهای CAD/CAM دستگاه های تولید قطعات سازه ای می باشد. طراحی پیمانه ای ( ماژول) امکان import و طراحی و بعد export مدل هرگونه قطعه را می دهد. این نرم افزار بر حسب هر نوع نیاز تولید کنندگان به راحتی قابل تغییر می باشد.
ماژول سه بعدی- تغییر، جستجو، ایجاد
هسته اصلی نرم افزار Raptor یک ماژول سه بعدی است. اگر اطلاعات قطعه وارد نرم افزار Raptor شود، ماژول سه بعدی مانند یک ابزار جستجوگر عمل کرده و می تواند اطلاعات مهم وارد شده را تغییر دهد. اگر نیاز است تا برای قطعات فایلی تهیه شود، طراحی بصری و رابط کاربر پسند ماژول 3 بعدی امکان ایجاد تنظیمات قدرتمند را می دهد.
ماژول ورودی API تکلا (Tekla)
ماژول مستقیم API تکلا جهت تبدیل بهینه فایل برای تولید کنندگانی که به دقت و اطلاعات ورودی بیشتر اطلاعات نیاز دارند در دسترس می باشد. کاربران تکلا استراکچر می توانند مستقیماً اشکال هندسی را بدون تغییر فایل در نرم افزارهای واسط به نرم افزار Raptor وارد کنند. این انتقال مستقیم، طرح اصلی سازه را به صورت بهینه ایجاد و امکان تولید اتوماتیک داده های مارکینگ را می دهد.
ماژول ورودی DSTV
مجموعه نرم افزار بیم (BIM) ( نظیر SDS/2، تکلا استراکچر، Graitec و غیره ) توانایی ایجاد مدل قطعات برای استفاده مستقیم در نرم افزار Raptor را به وسیله ایجاد فایل خروجی استاندار با پسوند DSTV را می دهد. فایل های DSTV را می توان برای ویرایش یا ایجاد فایل سی ان سی به پلت فرم نرم افزار Raptor وارد کرد.
ماژول خروجی DSTV
نرم افزار Raptor قادر به استخراج اطلاعات قطعه در قالب فایل با فرمت فایل DSFV را دارد.( شامل مارکینگ، برش های گوشه/ زبانه و سوراخ ها) می باشد. با استفاده از این ماژول تمام اصلاحات و تغییرات انجام شده در داخل نرم افزار Raptor درون فایل استخراج شده DSTV قرار می گیرد.
ماژول خروجی/ ورودی DSTV+ و IDSTV+
سیستم های خاص MRP می توانند فایل های نستینگ کلی را به فرمت های DSTV+ و iDSTV+ استخراج نمایند. این نوع فایل ها نقش مهمی در بهینه سازی اتوماتیک دستور برش تولیدی را دارند. نرم افزار Raptor قادر به ورود و استخراج فایل های DSTV+ و iDSTV+ جهت کارهای تولیدی می باشد بنابراین دیگر نیازی به طبقه بندی دستی فایل های نست شده که قبلا در نرم افزار خارج از سیستم MRP طبقه بندی شده اند، نمی باشد. ماژول های استاندارد ورودی و خروجی DSTV درون ماژول های ورودی و خروجی DSTV+ و iDSTV+ قرار گرفته اند.
ماژول ورودی و خروجی PEDDIMAT
ماژول ورودی و خروجی Peddimat کاربران را قادر می سازد تا با استفاده از نرم افزار Raptor فایل های جدید Peddimat را ایجاد یا فایل های موجود Peddimat را بهینه سازی کنند. این گزینه به کاربران کنندگان امکان انعطاف پذیری کامل در رابطه با سازگاری و مطابقت با نرم افزارهای قدیمی را می دهد.
ماژول ردیابی( Tracker) قطعات
این ماژول ردیابی قطعات به منظور مانیتور کردن مراحل تولید قطعات در دستگاه های پدینگ هاوس که دارای کنترلر زیمنس می باشند مورد استفاده قرار می گیرد و در حال حاضر به همراه نرم افزار Raptor به عنوان یک گزینه در دسترس می باشد، ماژول ردیابی قطعات در پس زمینه کنترلر سی ان سی کار می کند و فایل های خروجی ایجاد می کند که اطلاعات مهم درباره تولید قطعات را نشان می دهد.
مزایای ماژول ردیابی قطعات
-مستند سازی اتوماتیک از روند تولید
-قابلیت مشاهده روند تولید از راه دور
-توانایی نظارت بر بهره وری پرسنل از راه دور
-حذف خطای انسانی در فرایند نظارت بر تولید




